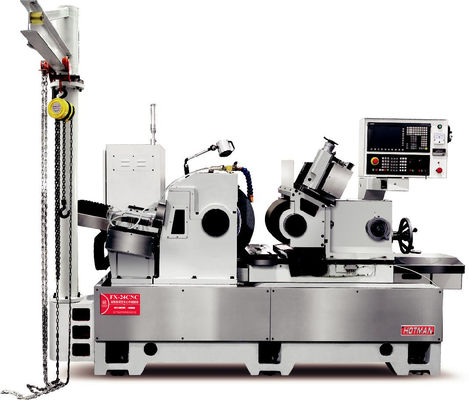
Macchine di rettifica multifunzione per macchine di rettifica senza centro
Specifica tecnica:
| Progetto |
Unità |
Modello:FX32P-60CNC |
|
Capacità di trasformazione
|
Diametro di rotazione massimo della tavola |
mm |
320 |
|
Distanza massima tra
due polpacci
|
mm |
600 |
| Diametro massimo di macinatura |
mm |
320 |
| Carico massimo tra due cuori parietali |
Kg (b) |
60 (lavoratori)/20 (solo lavoratori) |
| Dimensioni della rulliera (diametro × larghezza × apertura) |
mm |
455×38(32-50) ×127 |
| Velocità della rulliera |
rpm |
1650 |
| Velocità lineare massima della rulliera |
m/s |
40 ((rottura ad alta velocità fino a 65) |
| |
Altri prodotti della voce 8528 |
mm |
Tipo automatico |
|
Testa di macinatura
|
Angolo di alimentazione |
Deg |
90 |
| Corso di alimentazione |
mm |
250 |
| Asse X velocità di movimento veloce |
m/min |
6 |
| Alimentazione minima dell'asse X |
mm |
0.001 |
|
Cornice della testa
|
Velocità del mandrino |
rpm |
50 a 500 |
| Forma a fusione |
|
di larghezza uguale o superiore a 50 mm |
| Specifica del pollice |
|
MT-4 |
|
Sedile posteriore
|
Distanza telescopica automatica |
mm |
40 |
| Specifica del pollice |
|
MT-4 |
|
tavolo da lavoro
|
Asse Z velocità di movimento veloce |
m/min |
8 |
| Alimentazione minima dell'asse z |
mm |
0.001 |
| Viaggio massimo |
mm |
550 |
| Angolo di rotazione |
Deg |
+ 6/-9 |
|
Motore
|
Motore a fusione della ruota di rottura |
KW |
3.75/5.5 |
| Motore di alimentazione a asse X (servo) |
KW |
2.2 |
| Motore di alimentazione ad asse Z (servo) |
KW |
2.2 |
| Motore a fusione del telaio della testa |
KW |
0.75 |
| Motore della pompa di raffreddamento |
KW |
0.75 |
| Motore ad olio lubrificante |
KW |
0.25*2 |
| Motore della pompa dell'olio di coda |
KW |
0.75 |
|
Altri
|
Peso netto della macchina |
Kg |
3300 |
| Peso lordo della macchina |
Kg |
3500 |
| Dimensioni del pacchetto (lunghezza * larghezza * altezza) |
mm |
2800*2000*2000 |
Preaccettazione delle apparecchiature:
1- Condizioni di preaccettazione:
(1) L'acquirente deve fornire i disegni, i campioni e le specifiche di prova confermati relativi al pezzo di lavoro di rettifica prima di firmare il contratto.
contratto e accordo tecnico.
(2) Il venditore mantiene riservati tutti i dati tecnici forniti dall'acquirente.
3) Il venditore informa il compratore 15 giorni prima della preaccettazione e il compratore
preparare 10 pezzi di pezzi di lavoro pertinenti e inviarli al venditore o il compratore deve portare i pezzi di lavoro alla fabbrica del venditore per l'accettazione in loco in base alle circostanze.
(4) Il venditore deve preparare la preaccettazione prima dell'arrivo del personale dell'acquirente nello stabilimento di fabbricazione delle attrezzature.
(5) I parametri della rulliera saranno selezionati dal venditore in base ai disegni forniti dal cliente,e le ruote di rettifica saranno configurate dopo la firma del contratto.
2Contenuti e norme di preaccettazione: le specifiche di accettazione concordate da entrambe le parti devono essere eseguite secondo le norme di disegno fornite dal compratore.
(1) Controllo dell'aspetto del dispositivo.
(2) Comodità di funzionamento e manutenzione dell'apparecchiatura (a seconda della progettazione delle macchine utensili del venditore).
(3) Influenza della resistenza e della rigidità dell'apparecchiatura sulla qualità (a seconda della tabella di prova di precisione dell'apparecchiatura fornita dal venditore)
(4) Registrazione delle misure di funzionamento dell'apparecchiatura (vuoto, tempo di funzionamento a pieno carico, contenuto, ecc.).
(5) Si registra l'indice di prestazione principale dell'apparecchiatura.
(6) Registrazioni di prova e registrazioni di assemblaggio delle parti principali.
(7) Conferma delle parti importanti.
(8) Sono stati lavorati in continuo 10 pezzi di prodotti macinati, che hanno soddisfatto i requisiti dei disegni e l'apparecchiatura ha funzionato normalmente.
(9) The waste products allowed to be processed by the seller during the grinding process of thepre-acceptance work piece will be shipped to the buyer together with qualified test pieces or with the shipping machine.
3Nel processo di preaccettazione, l'acquirente ha il diritto di formulare pareri di rettifica ragionevoli sull'attrezzatura e il venditore può effettuare una rettifica con il consenso di entrambe le parti.
4Il venditore può spedire l'attrezzatura all'acquirente solo dopo che il venditore ha firmato il documento di preaccettazione.
Descrizione del dispositivo:
1.Fusoliera
Il mandrino adotta un mandrino di tipo cuscinetto con doppia struttura di supporto anteriore e posteriore.la sua durezza superficiale supera l'HRC-62°, e lo strato resistente effettivo su un lato raggiunge oltre 1,5 mm. Il fusibile adotta cuscinetti.scorrere inferiore a 0.002 mm.
2.Sistema di regolazione della trasmissione delle ruote
Il mandrino della ruota di regolazione utilizza un servomotore del marchio Delta, con velocità liberamente variabili comprese tra 0 e 250 giri al minuto (controllo digitale),e la velocità lineare ottimale e costante può essere mantenuta anche quando il diametro della ruota di regolazione è cambiato a causa dell'usura, offrendo la migliore qualità di macinazione.
Il servomotore è assemblato in modo intelligente nel supporto della ruota di regolazione e spinge il fusibile direttamente attraverso cinture sincrone, con lo stesso angolo di inclinazione della ruota di regolazione,per mantenere le due cinture parallele per tutto il tempo, che può evitare la perdita di inerzia, e alcuni altri inconvenienti causati dal sistema di trasferimento della catena di tipo vecchio.
3.Guida a doppio Vs
L'adozione di una doppia struttura a forma di V, con la superficie raschiata a mano e continuamente lubrificata automaticamente, garantisce l'accuratezza e la precisione dell'alimentazione.
4.Sistema di rivestimento delle ruote
Per realizzare l'interpolazione a due assi attraverso il sistema CNC, viene utilizzato un sistema servo-automatico a due assi con struttura trasversale.e si realizza la rettifica a forma tagliata di pezzi di lavoro con coni e archiIl dispositivo di rastrellamento della sabbia adotta una struttura di raschiatura puramente manuale, con una scanalatura a coda di piccione.e il meccanismo di rivestimento della sabbia e il sedile della ruota di rottura sono progettati come parti separate per garantire la precisione e la stabilità del dispositivo di rivestimento.
5.Sistema CNC
Il sistema CNC è co-sviluppato con il fornitore di software, che ha un'interfaccia HMI intuitiva in lingua cinese, ed è facile da imparare e da usare.con una lunghezza massima di 20 mm o più, una buona compatibilità e un'alimentazione precisa.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!